Установка бака для воды в бане открывает перед владельцем ряд удобств и преимуществ. Во-первых, появляется возможность приготовления горячей воды в процессе топки печи, что позволяет экономить энергоресурсы и расходовать их максимально целесообразно. Во-вторых, применение подобного агрегата в большинстве случаев дает возможность отказаться от установки электрического водонагревателя, что также идет на пользу бюджету, выделенному на обустройство бани.
Как сделать бак для воды из нержавейки для бани
К бакам для воды предъявляется несколько основных требований: они должны быть вместительными, долговечными, прогреваться за максимально короткое время и удерживать тепло так долго, как то диктуют потребности посетителей парилки. Среди доступных рядовому пользователю вариантов, в наибольшей степени перечисленным критериям соответствуют изделия, выполненные из нержавеющей стали.
Печь с баком на трубе
Банная печь Варвара классик с навесным баком для воды
Далее вам предлагается ознакомиться с ключевыми особенностями баков для воды, изготовленных из нержавейки, а также изучить руководства по самостоятельной сборке и монтажу таких конструкций.
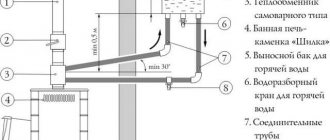
Схема – пример установки выносного бака для воды
Почему именно нержавейка: ключевые преимущества материала
Современный рынок предлагает широкий ассортимент водяных баков, изготавливаемых из чугуна, нержавеющей стали и эмалированного материала. Как показывает практика, наибольшей популярностью среди владельцев бань пользуется именно нержавейка, что обусловлено грамотным и приемлемым соотношением эксплуатационно-технических характеристик и показателей стоимости.
Нержавейка характеризуется превосходными показателями теплопроводности, нормально переносит температурные скачки и служит объективно дольше различных черных металлов.
Примеры баков из нержавейки
Наставной бак для печи из нержавеющей стали
Бак из нержавеющей стали
Емкости из нержавейки
Здесь возникает закономерный вопрос: какая из существующих марок нержавейки лучше подходит для изготовления рассматриваемой емкости, предназначенной для эксплуатации в условиях бани? Во-первых, это марка 08Х17 (430), во-вторых, 8-12Х18Н10 (304). Упомянутые материалы, помимо всего прочего, применяются для производства посуды и характеризуются высокой стойкостью к воздействию высоких температур, являются полностью гигиеничными, не ржавеют и не деформируются во время использования. Помимо этого, такие материалы являются неприхотливыми и предельно простыми в уходе.
Состав и механические свойства разных марок нержавеющей стали
Подытожив вышесказанное, можно выделить 3 главных преимущества водяных баков, изготовленных из нержавеющей стали:
- изделия не требуют обустройства дополнительной защиты от повышенной влажности воздуха и нормально переносят эксплуатацию в условиях, характерных для банной парилки;
- нержавейка отличается высокими показателями теплопроводности, что дает возможность получать горячую воду в кратчайшие сроки;
- баки из нержавейки не деформируются из-за резких перепадов температуры либо же эти деформации являются несущественными.
Цены на листы из нержавеющей стали
листы из нержавеющей стали
Бак на трубе
На трубу
Такой вариант бака для бани монтируется непосредственно к трубе, выводящей дым из печи. Она играет роль теплообменника и от неё и производится нагрев воды.
У такого бака также имеются положительные стороны:
- Площадь нагрева, учитывая высоту трубы, может быть большой, что способствует быстрому нагреву воды и поддержанию её нужной температуры.
- Ещё один положительный довод – обеспечение безопасности. Устройство баков на трубе защищает банное помещение от нежелательной утечки угарного газа.
Варианты конструкции водяных баков для бани
Баки для воды, рассчитанные на использование в бане, могут иметь различную конструкцию. Основных варианта 3: встроенный бак, выносная емкость и агрегат, устанавливаемый на трубе. С особенностями каждого типа конструкции вы можете ознакомиться в следующей таблице.
Таблица. Конструкции водяных баков из нержавейки
| Тип конструкции | Описание |
Встраиваемый водяной бак | Установка представителей этой категории осуществляется в процессе строительства банной печи, в результате чего печка и бак становятся единой конструкцией. Нагрев воды во встраиваемом баке из нержавейки осуществляется силами огня, благодаря чему коэффициент полезного действия непосредственно водяного бака держится на довольно внушительном уровне. Ключевым недостатком такой конструкции является тот факт, что на подогрев воды в емкости уходит существенная часть тепла, в результате чего теплоотдача непосредственно банной печи заметно падает. Полезное замечание! Гораздо более простым в изготовлении и использовании является наставной/навесной бак, устанавливаемый сверху каменки. |
Выносной водяной бак | Более удобный и практичный по сравнению с предыдущей моделью вариант, в особенности, если бак конструируется и устанавливается с целью постоянного использования. При желании готовый бак для воды из нержавейки можно установить в помывочном помещении бани, соединив его системой труб с печным теплообменником. Оптимальный материал изготовления труб – медь либо латунь. Единственный значимый недостаток выносного водяного бака сводится к вероятности получения ожога в случае неосторожного обращения – положение в особенности актуально, если в баню будут ходить дети. |
Натрубный водяной бак | Натрубный бак для воды может быть установлен либо непосредственно над банной печью, либо в пространстве чердачного помещения. В таких конструкциях вода нагревается в кратчайшие сроки. При этом показатели теплоотдачи печного агрегата не уменьшаются. Несомненным преимуществом установки водяного бака в чердачном помещении является возможность «разгрузить» парилку, исключив емкость из ее обстановки и обеспечив большее количество свободного пространства. |
В таблицу не включен еще один возможный вариант установки бака – сбоку печки.
Печь с боковым баком
Печь с боковым баком – фото
Способ обделен вниманием по той простой причине, что является наихудшим. Вода в таком баке будет очень быстро закипать. Если процесс парения затянется, из-за постоянно кипящей воды атмосфера в помещении парилки станет попросту невыносимой. Да и с обслуживанием подобного бака сплошные неудобства: в целях экономии пространства емкость делается высокой, но очень узкой.
Как правильно установить и подключить?
Основная функция банной печки – прогрев помещения парилки. Если пар нужен влажный, то дополнительно оборудуют каменку. В ней нагреваются камни, которые и дают горячий пар после обливания водой. Для купания делают отдельное помещение – моечную. Здесь нужна горячая вода, чтобы можно было в комфортных условиях смыть пот и искупаться.
Банная печь
Если баня подключена к горячему водоснабжению дома, резервуар для воды не обязателен. А вот если она должна снабжаться отдельно, то бак очень желателен, иначе придется греть воду для купания. Это дополнительные расходы на топливо. Их легко избежать, сразу же установив модель с резервуаром.
Баком может быть оборудована любая печка – газовая, дровяная или электрическая. Изготовлена она может быть из стали, чугуна, кирпича или комбинированных материалов. Сам резервуар делают встроенным, выносным или навесным. Для небольших бань обычно выбирают или изготавливают компактные модели с каменками и баками.
Самодельная стальная печка
Металлические дровяные печки не требуют такого массивного фундамента, как кирпичные, однако желательно все-таки делать под них основание, если есть такая возможность. Достаточно конструкции небольших размеров – 0,5×1,2 м.
Для фундамента делают яму глубиной около полуметра, утрамбовывают дно и засыпают слоем щебня толщиной в 30 см. Поверх щебневой подушки делают стяжку. Когда она высохнет, укладывают гидроизолятор, заливают бетонный раствор. После затвердения фундамент закрывают листом металла и приступают к установке печи.
Схема фундамента под банную печку
При монтжае печки следует помнить несколько важных правил:
- Под конструкцию нужно выделить площадку размерами 70х70 см.
- Топочная дверца должна «смотреть» в сторону двери. Дверца каменки – наоборот, в сторону, противоположную двери.
- Там, где дымоход выходит наружу, кирпичную кладку нужно сделать на 12 см толще.
- Если перекрытия бани изготовлены из дерева, их защищают теплоизоляционными материалами.
В технической документации к каждой модели промышленного изготовления указаны нормы и правила, которых нужно придерживаться для безопасного монтажа конструкции. Строгое следование рекомендациям производителя – залог нормальной работы печки в течение всего срока эксплуатации.
Не стоит игнорировать инструкции и не нужно пользоваться документацией, прилагающейся к другим моделям.
Схема размещения печки в бане
В процессе установки и подключении бака в бане одним из главных приоритетов является решение вопроса о том, при помощи чего будет осуществляться нагревание воды в емкости. Вода в резервуаре может нагреваться или от тепла печи в парной, или при помощи ТЭНа. Здесь основным фактором является количество людей, посещающих парилку и потребность их в горячей воде. На скорость нагревания воды будет влиять и толщина резервуара.
Схемы подключения резервуара с водой могут отличаться. При наличии в помещении водопровода необходимо использовать систему водоснабжения закрытого типа. Для такой цели целесообразнее всего использовать печь, у которой имеется змеевик, и который, в свою очередь, будет подключаться к водному резервуару и нагревать жидкость.
Выполнять подключение нужно по следующей инструкции:
- Сам резервуар стоит установить в парилке и подключить к трубам при помощи змеевика.
- Чтобы достичь хорошей циркуляции, стоит соединить верхнюю часть бака с верхним отводом змеевика, а нижнюю часть емкости, соответственно, с нижней. По этой причине холодная вода будет поступать снизу, а сверху будет происходить вывод горячей воды.
- На том месте, где в бак будет поступать холодная вода, используется предохранительный и обратный клапан.
- После чего нужно задать для клапанов пороговое давление, при котором они будут срабатывать. Чертежи представлен ниже.
Благодаря такому принципу работы жидкость в емкости будет нагреваться при помощи змеевика. А после того, как она будет использована, резервуар вновь заполнится холодной водой.
Рекомендации по выбору объема водяного бака
Разобравшись с особенностями водяных баков из нержавейки и выбрав наиболее приемлемый вариант конструкции, остается лишь определить оптимальный объем емкости, после чего можно переходить непосредственно к этапу ее изготовления.
При выборе требуемого объема водяного бака из нержавейки, нужно, прежде всего, ориентироваться на запланированное количество посетителей, которые будут одновременно ходить в баню. К примеру, если парилка не способна ввиду своих физических габаритов вместить более 2-3 человек, можете смело ставить бак на 50-80 л, из расчета 25-30 л воды на каждого банщика.
Баки бывают разных размеров – выбирайте подходящий
Оперируя вышеприведенной рекомендацией, вы сможете рассчитать требуемый объем бака для воды с учетом посещаемости обустраиваемой бани. Для большего удобства рекомендуется добавить сверху расчетного значения хотя бы 10-20 л – потребности и представления о комфортном мытье у каждого человека разные.
Одна из возможных схем подключения бака для воды
Поэтапная инструкция строительства накопительной емкости для воды
Как используют накопительные резервуары
Если на вашем участке серьезные проблемы с регулярным водоснабжением – обойтись без водяного накопительного бака будет очень непросто. В таких емкостях может храниться, как водопроводная, так и дождевая вода. Запасы воды могут пригодиться для организации летнего душа, а также на случай возможного пожара. Кроме того воду из резервуара используют для поливочных работ и для «банных нужд».
Есть несколько распространенных типов конструкций накопительных емкостей, чаще всего они бывают прямоугольными или круглыми.
Для того чтобы определить оптимальные в вашем случае размеры бака, необходимо четко представлять возможные потребности участка в воде за определенный период времени. Так, если вы будете использовать емкость редко, велика вероятность размножения внутри нее различных вредных организмов. Такая вероятность может быть больше в несколько раз, если резервуар не будет защищен от попадания солнечных лучей. Итак, заранее определиться с оптимальным объемом бака, – действительно очень важно.
Еще один важный момент: если мы имеем дело с баком из черного металла – тогда нам никак не обойтись без покраски и грунтовки, иначе конструкция неминуемо и достаточно быстро заржавеет.
Изготовление бака для воды из нержавейки своими руками
Большинство фабричных моделей водяных баков изготавливается из нержавейки толщиной 1 мм. Для самостоятельного изготовления рекомендуется использовать более толстые листы – порядка 1,2-1,8 мм (конкретный показатель подбирается в соответствии с объемом емкости). Расходы на изготовление конструкции в данном случае будут более высокими, зато вам долгие годы не придется задумываться о необходимости ремонта, покраски, покрытия различными специальными составами и прочего подобного обслуживания бака.
В качестве примера можете использовать следующий чертеж – это наиболее простой для самостоятельной сборки и один из самых популярных вариантов конструкции.
Чертеж простого бака для воды
Размеры можете пропорционально менять в соответствии с требуемым объемом емкости. Расчет объема выполняется по стандартной формуле, т.е. показатели длины, ширины и высоты изделия последовательно перемножаются. К примеру, объем емкости, представленной в качестве примера, составит порядка 25 л.
Полезный совет! Еще более простой вариант водяного бака – изделие, изготовленное из отрезка бесшовной нержавеющей трубы. Отдавая преимущество такому решению, вы получаете ряд преимуществ. Во-первых, не придется тратить время и силы на раскрой листового металла, просчитывая припуски, запасы и прочие моменты, т.е. вероятность возникновения ошибок снижается к минимуму. Во-вторых, изготовление водяного бака для воды из трубы требует использования сварки в минимальном количестве.
В продаже доступны трубы из нержавейки диаметром до 1020 мм и даже более, что позволяет безо всяких проблем приобрести изделие для изготовления емкости требуемого объема. Чтобы определить объем цилиндра (а именно такую форму по итогу будет иметь накопительный бак), используйте следующую формулу.
Формула для определения объема цилиндрического бака
Полезное замечание! При желании никто не запретит вам сделать бак из профилированной нержавеющей трубы, и тогда емкость будет иметь прямоугольную форму.
Дальнейший порядок самостоятельного изготовления бака для воды будет рассмотрен именно на примере использования отрезка трубы в качестве заготовки.
Труба – заготовка
Важно! Если запланирована установка натрубного водяного бака, для его изготовления лучше использовать более короткую, но широкую заготовку, чтобы дымоотводящую трубу можно было пропустить через внутреннюю полость емкости. Выглядеть это будет примерно следующим образом.
Баки для установки на трубу
Бак самоварного типа
Порядок изготовления водяного бака из трубы представлен в следующей таблице.
Таблица. Изготовление водяного бака для бани
| Этап работы | Описание |
Отрезаем кусок трубы | Ранее приводилась формула для расчета объема цилиндра. С ее помощью мы находим требуемую высоту водяного бака. К примеру, мы хотим получить бак объемом 30 литров и используем для его изготовления трубу диаметром 1020 мм. Путем нехитрых арифметических манипуляций на уровне 5 класса, преобразовываем формулу в следующий вид: H=30/(3,14*0,512)=37 см – именно такую длину должен иметь отрез трубы для получения водяного бака указанного объема. Чтобы отрезать кусок трубы, используем болгарку. Для работы с нержавейкой подходят диски толщиной 1 мм и диаметром 11,5 либо 12,5 см. |
Обрабатываем участки распила | Чтобы готовый бак для воды имел красивый вид, нужно соответствующим образом обработать зоны распила. В будущем аналогичные действия будут выполнены при растачивании отверстий для подключения патрубков с кранами. Наиболее удобным инструментом, позволяющим быстро и эффективно справляться с решением упомянутых задач, является ручная бормашина. Подобные приспособления комплектуются множеством разнообразных абразивных насадок, позволяющих добиваться максимального качества обработки конкретного материала. При отсутствии ручной бормашины швы придется приводить в порядок подручными средствами: напильником, наждачной бумагой и т.п., что определенно является более длительным и трудоемким мероприятием. |
Делаем дно и крышку бака | На этом этапе нам понадобится лист нержавеющей стали. Крышку и в особенности дно рекомендуется делать из материала, имеющего более внушительную толщину по сравнению со стенками трубы, выбранной для изготовления корпуса. Работа выполняется в несколько этапов: — на листе нержавейки чертится круг по диаметру отверстий, которые он будет закрывать. Можете просто поставить трубу на лист металла и начертить круг, обведя изделие по контуру; — в соответствии с разметкой вырезается 2 заготовки. Для резки и последующей шлифовки краев можно использовать уже упомянутые ранее болгарку и ручную бормашину. Если предполагается натрубный метод установки водяного бака, на этом же этапе в днище и крышке можно подготовить отверстия по диаметру дымоотводящей трубы (лучше на 1 мм больше, чтобы дымоход мог через них пройти, в будущем зазор будет нивелирован при помощи сварки). Также на этой стадии можно подготовить отверстия для дальнейшего подключения патрубков с кранами, если они будут монтироваться в днище (актуально для выносных конструкций, устанавливаемых в стороне от печи, в случае с надтопочными/встроенными и натрубными баками патрубки целесообразнее врезать в стенку корпуса бака). Более подробно нюансы сверления и сварки нержавейки будут рассмотрены в соответствующих разделах инструкции. |
Соединяем днище и крышку с корпусом бака | На фото продемонстрирована профилированная труба, но процесс сварки для этого случая и работы с круглой заготовкой остается одинаковым. Изделия из рассматриваемого материала можно соединять разными способами: — при помощи пайки с использованием безсвинцовых или высокотемпературных припоев; — ручной либо автоматической сваркой (в случае с нержавейкой работа осуществляется исключительно в среде защитных газов). Наиболее предпочтительным является второй вариант, самой простой в освоении – ручная дуговая сварка. В качестве защитного газа используется аргон. Сварка осуществляется с применением не плавящегося электрода для работы с нержавейкой. В международной классификации аппараты, предназначенные для такой сварки, маркируются аббревиатурой TIG. Покупая или арендуя сварочный аппарат, не забудьте приобрести/арендовать баллон с аргоном и редуктор. Функция последнего сводится к уменьшению давления защитного газа на выходе. Швы должны быть максимально аккуратными и однородными. После выполнения их рекомендуется зачистить. Рекомендации в отношении подходящего для этого инструмента приводились ранее. Полезный совет! При желании крышку бака можно не приваривать, а присоединить с помощью болтов и ушек либо попросту сделать ее съемной. Вариант актуален для случаев, когда вода будет добавляться пользователем вручную, а не поставляться посредством водопровода. Емкость готова. Приступаем к подготовке отверстий для дальнейшей врезки патрубков. |
Подготавливаем отверстия | Рассматриваемые конструкции укомплектовываются двумя патрубками с кранами. Через верхний патрубок в емкость традиционно подается холодная вода, а через нижний подогретая жидкость уходит потребителю. Диаметры сантехнических патрубков соответствуют диаметрам водопроводных труб, применяющихся в комплексе с ними. Чаще всего используются трубы диаметром ½ либо 1 дюйм. Для сверления нержавейки подойдет обыкновенная электрическая дрель. Главное, чтобы работа выполнялась на низких оборотах – не более 100 об/мин. В дрели с электронным регулятором установка требуемого режима не является проблемой. Если же такого регулятора нет, надо попросту активировать кнопку пуска короткими нажатиями – в течение секунды инструмент не успеет разогнаться до рабочей мощности. Отверстия лучше всего делать сверлом марки Р18. Еще более удобный вариант – специальное ступенчатое сверло (показано на изображении). Такой инструмент не задирает края отверстия, благодаря чему оно получает идеально круглую форму. Наряду с этим, для сверления отверстий диаметром более 14 мм удобнее использовать специальные насадки – т.н. «коронки». |
Коронки для сверления | Представленные диаметры таких коронок соответствуют как дюймовой, так и метрической градации сантехнических труб. С помощью соответствующих коронок вы также сможете подготовить отверстия в днище и крышке бака, если предполагается его натрубная установка. |
| Монтаж патрубков с кранами | В продаже доступны патрубки с кранами для перекрытия потока воды. В комплексе с баком из нержавейки предпочтительнее применять комплектующие, выполненные из этого же материала. Чтобы не тратить лишнее время на обустройство резьбы, патрубки попросту привариваются к подготовленным ранее отверстиям. Рекомендации в отношении инструментов и режимов сварки остаются теми же. После установки водяного бака в соответствии с выбранной схемой (будут рассмотрены далее), к патрубкам подключаются водопроводные трубы (ранее отмечалось, что лучше всего использовать изделия из меди либо латуни) подходящего диаметра. Соединение патрубка с трубой выполняется любым подходящим способом, например, с помощью резьбового переходника. |
Итак, емкость для воды готова, и даже патрубки для врезки труб уже смонтированы. Остается лишь подключить готовое устройство для его последующего использования по назначению.
Металлический
Из металла
По-своему такие баки хороши, но всё же недостатков у них больше. Главным плюсом в выборе такого материала является – низкая стоимость. Теплопроводность металла хорошая, поэтому прогреваться вода будет быстро.
Если принято решение установить именно металлический бак, то будьте готовы к постоянному уходу за ним. После каждой процедуры мытья его надо полностью осушать и протирать насухо, чтобы не образовалась коррозия, которая напрямую повлияет на чистоту воды.
Порядок подключения бака для воды из нержавейки
Важные замечания перед началом работы
Ранее отмечалось, что наиболее часто встречаются следующие варианты монтажа бака: внутри печи, в стороне от нее и на дымоходной трубе. Первый вариант предлагаем заменить способом, при котором монтаж бака осуществляется над печной каменкой. Данный метод более прост в реализации, при этом, к его использованию можно прибегнуть, даже если печь уже построена – вдруг вы сначала думали, что подобный нагреватель вам не понадобится, а после изучения изложенного материала уяснили все преимущества его использования и захотели установить в своей бане.
Важно! Реализовать упомянутую замену удастся только в случае с разборным дымоходом. Предлагаемый способ предполагает совмещенную установку бака – он будет одновременно размещаться над камнями и вокруг дымоходной трубы, что сделает эффективность нагревания воды максимально высокой. В противном случае придется либо отдавать предпочтение встроенной модели бака (если печь только строится), либо устанавливать агрегат на отдалении от печки.
Если печь кирпичная, подготовка места для бака и его непосредственная установка выполняются в процессе кладки (конкретный этап зависит от выбранной конструкции печи и размеров топки, чаще всего это 10 ряд). При кладке ряда оставляют проем для размещения бака. Размер проема должен на несколько миллиметров превышать габариты устанавливаемой конструкции для компенсации температурных расширений.
На схеме – проем для установки бака
Примечание! В промежутки между отмеченными четвертинками кирпича укладываются трубы, наличие которых будет способствовать повышению эффективности обогрева – таковы конструкционные особенности конкретно этого печного агрегата, в выбранном вами проекте данные трубы могут отсутствовать.
Печь с установленным баком выглядит так.
Печь с установленным баком
Снизу в стенку бака врезан сантехнический кран. Предполагается, что пользователь будет набирать горячую воду прямо в парилке. При желании конструкцию можно усовершенствовать, врезав вместо крана упомянутый ранее патрубок, подсоединив к нему водопроводную трубу и выведя ее в помывочную.
Когда кладка будет доведена до верхней грани бака, на него укладываются 2 металлические полоски, наличие которых позволит безопасно перекрыть накопительную емкость кирпичом.
Схема перекрытия бака
Далее собственно перекрывается бак и последующая кладка осуществляется в соответствии с конкретно выбранным проектом печи.
Перекрытие и дальнейшее строительство печи
В случае с металлическими банными печами, бак для воды приваривается над топкой (рекомендации в отношении сварки приводились ранее). В результате нагрев емкости осуществляется силами пламени, что обеспечивает максимально быстрое приготовление воды. Выглядит конструкция приблизительно так.
Пример банной печи с баком для воды
Важно! Если предпочтение отдается встраиваемой конструкции бака, для его изготовления следует использовать металл толщиной более 1 мм и, при этом, следить, чтобы качество сварных швов было максимально высоким. В противном случае бак либо быстро прогорит, либо даст течь через некачественные швы.
Полезный совет! В случае с кирпичной печью можно пойти более простым путем, уложив водяной бак на корпус печи над топкой. Конструкция выглядит примерно так.
Водяной бак над топкой
Установка бака для воды над каменкой
Данный метод, как отмечалось, предполагает совмещение вариантов установки бака над каменкой и на дымоотводящей трубе. Расстояние между каменкой и дном бака обычно выдерживается в промежутке 20-35 см с возможностью изменения в обе стороны: чем меньше этот показатель, тем быстрее нагреется вода, но бак прослужит меньше, и наоборот.
Приводить подробную пошаговую инструкцию не имеет смысла – всеми необходимыми знаниями вы уже владеете. Ранее рассказывалось, как подготовить отверстия в днище и крышке бака для пропуска через них дымоотводящей трубы. Сделайте это.
Далее вам нужно провести элемент дымоотводящей системы через внутреннюю полость емкости и соединить трубу с баком в местах входа и выхода (в днище и крышке) при помощи сварки. Как это делать вы тоже знаете.
Водяные баки из нержавейки имеют сравнительно небольшой вес (к примеру, чугун гораздо более тяжелый и бак из него потребовал бы фиксации к потолку при помощи цепей или другим подходящим способом) и дополнительного крепления не требуют. Дальнейшая установка дымохода выполняется по стандартной схеме, в зависимости от выбранного типа конструкции.
В идеале готовая система будет иметь следующий вид.
Пример установки бака
Прямоугольный бак самоварного типа
На представленном в качестве примера изображении не видны патрубки и краны. Следующая конструкция не так красива внешне, зато подключение вывода воды здесь наглядно продемонстрировано.
На фото виден кран и патрубок для подачи воды
Что касается подачи холодной воды, она может быть организована несколькими способами, в зависимости от особенностей конкретной ситуации:
- заполнение бака осуществляется вручную;
- вода подводится из колодца/скважины;
- подача воды осуществляется из централизованной системы водоснабжения.
Рассматривать в подробностях каждый из перечисленных вариантов мы не станем, т.к. это темы для отдельных объемных инструкций.
Установка выносного водяного бака
Обустройство такой системы также не отличается чрезмерной сложностью. Единственное, схема дополняется новым устройством – теплообменником. Он может быть встроенным либо внешним. Для самостоятельного изготовления лучше выбрать второй вариант – он более удобен и прост в реализации.
Схема системы с выносным водяным баком представлена на следующем изображении.
Схема системы с выносным водяным баком
Здесь мы видим, что внешний теплообменник установлен на дымоходной трубе. Вода в теплообменнике греется за счет тепла дымовых газов, передаваемого через стенки трубы. Если под теплообменником расположена открытая каменка, дополнительно нагрев будет осуществляться силами тепла раскаленных камней.
Подогреваясь в теплообменнике, вода уходит во внешний бак, оттуда, остывая, обратно в теплообменник. Циркуляция воды будет обеспечиваться посредством созданных уклонов и разности давлений в емкости с горячей и остывшей жидкостью.
Выносной бак
Выносной бак с горячей водой на 60 л
Теплообменник вы сможете сделать самостоятельно. По сути это тот же бак для воды, инструкцию по изготовлению которого вы уже изучили, только меньшего объема (обычно до 5 литров). Установка теплообменника выполняется так, как и бака в предыдущей инструкции (на дымоотводящей трубе).
Теплообменник трубный
Регистр – теплообменник для банных печей
Установка встроенного теплообменника в банной печи
Цены на теплообменники
теплообменник
Как делать необходимые отверстия, устанавливать патрубки, краны и трубы вы уже тоже знаете. Где это делать – смотрите на схеме. Остается лишь подготовить все требуемые элементы и собрать их в единую систему, выдерживая необходимые расстояния и уклоны в соответствии с вышеприведенной схемой.
В данном примере выносной бак для вод установлен в помывочном помещении и укомплектован стандартным сантехническим краном для слива воды. Трубы, как и упомянутый кран, врезаны в дно емкости. Отверстия для прокладки труб через перегородку можете выполнить с помощью подходящего инструмента, например, перфоратора.
В соответствии с актуальными положениями действующих стандартов, трубопроводы холодного и горячего водоснабжения в случае их прокладки через перегородку должны быть уложены через гильзу. Диаметр последней подбирается так, чтобы на 0,5-1 см превышать внешний диаметр монтируемой трубы. Для заделки зазора между гильзой и трубой используется несгораемый мягкий материал, чтобы по итогу обеспечивалась возможность перемещения трубы по продольной оси в случае температурных расширений. Схематически это показано на следующем изображении.
Проход подводки воды через перекрытие
Зазоры в перегородке можно замаскировать любым подходящим способом, к примеру, заполнив упомянутым мягким несгораемым материалом и закрыв элементом наружной отделки (вагонкой и др.).
Остается лишь разобраться, как закрепить водяной бак на стене. Самый простой вариант – установка на металлические уголки, мощности которых было бы достаточно, чтобы выдержать вес бака с водой.
Крепление осуществляется следующим образом. Приложив уголки к стене, вы ставите на поверхности метки, просверливаете по меткам отверстия и монтируете в них дюбеля. Далее прикручиваете уголки к стене при помощи болтов длиной 8-10 см и диаметром 1-1,2 см.
Крепление для бака
На уголки сможете установить ваш водяной бак. Способ является предельно простым в реализации, но не самым надежным (ошиблись при выборе уголков – они прогнулись – бак упал), да и подходит он объективно только для прямоугольных конструкций небольшого объема. Более надежным является метод крепления, использующийся при установке бытовых водонагревателей. Для его реализации вам придется снова поработать со сварочным аппаратом. Всеми необходимыми знаниями вы уже владеете, поэтому дополнительных пояснений давать не требуется. Порядок действий следующий:
- отрезается полоса металла (подойдет та же нержавейка) толщиной от 1,5-2 мм, шириной 5-10 см и длиной, чтобы выступала за боковые стенки нагревателя на несколько сантиметров с каждой стороны;
- в полосе просверливаются отверстия по диаметру крепежных болтов (поймете, взглянув на представленное далее изображение);
- готовая крепежная планка приваривается к задней стенке бака.
Дальнейшие действия аналогичны предыдущей инструкции, с тем лишь отличием, что водяной бак не устанавливается на уголки, а крепится к стене через них посредством приваренной планки. Выглядит это следующим образом.
Крепление бака через планку
Бак установлен. Можно тестировать и, если все нормально (нет течей, чрезмерного нагрева и прочих неблагоприятных явлений) принимать конструкцию в постоянную эксплуатацию.
При желании систему можно совершенствовать практически до бесконечности, укомплектовывая разнообразной автоматикой, средствами измерения и т.д. Не исключается и возможность монтажа дополнительной разводки с целью подключения бака к душевой кабине в помывочной – это позволит мыться с максимальным комфортом. Пример реализации такой задумки представлен на следующем изображении.
Схема подключения выносного бака и душевой кабины к банной печи
Полезный совет! Установку бака выполняйте таким образом, чтобы он был минимально отдален как от банной печи, так и от места забора горячей воды.
В достаточной мере овладев искусством сварки нержавейки, при желании вы сможете изготовить бак не из трубы, а из листового материала – это более ответственная по сравнению с рассмотренным вариантом работа. Пример ее выполнения детально освещен в приложенном видео.
Удачной работы!
Эмалированный
Эмалированный резервуар самоварного типа
Тоже хороший вариант для изготовления баков. Такой материал тоже не подвержен коррозии, но с учётом надлежащего обращения. Если при случайном ударе с поверхности отколется слой эмали, то на этом месте и может появиться ржавчина. Это можно исправить, если вовремя закрасить место термостойкой краской.
Специфику материала нужно учитывать, и перед тем, как сделать бак для бани, следует подумать о таком способе расположения, чтобы случайно не повредить.
Финальный этап
Обратите внимание!
- Принудительный;
- Естественный.
Наиболее предпочтительным, по словам строителей, является второй вариант, однако предстоит заранее приготовиться к дополнительным временным затратам.
Запомните, что если вы будете соблюдать все советы, данные вам строителями, то без каких-либо сложностей сможете построить баню достаточно быстро исключительно собственными силами.
Не забудьте заранее только убедиться в том, что вы готовы к необходимым финансовым затратам.
Сварочные работы
Для начала, нужно окончательно решить, каким образом будет подогреваться вода – печкой, или электрическими тэнами, которые монтируются в бак. На принятии решения может сказаться такой немаловажный фактор, как количество людей. Если для одного человека достаточно 50 л емкости, то для нескольких человек ее нужно сделать большей – минимум 70 л.
Теперь затронем момент установки. Если бак будет расположен на трубе дымохода, то он может быть достаточно большим и длинным – до потолка, так вода в нем будет прогреваться быстро и равномерно. Если вода будет нагреваться тэнами, не следует делать слишком большой бак, так как вода будет нагреваться долго, что в свою очередь приведет к перерасходу электроэнергии.
Если вы остановили свой выбор на чугунном или эмалированном баке, то эти изделия приобретаются в готовом виде. Поговорим о тех, которые можно изготовить самому.
В зависимости от выбранной конструкции нужно приобрести нужное количество материала. Для этого придется посидеть с карандашом, рисуя бак и просчитывая его размеры. Для различных форм бака есть разные формулы для подсчета, только считайте не общий объем, а только тот, до какого уровня будет заполняться бак.
Для работы потребуются инструменты и приспособления:
- Сварочный аппарат (лучше постоянного тока).
- Электроды Ø2,5–3 мм.
- Щетка по металлу.
- Молоток.
- Пассатижи.
Тем, кто не является профессионалом в деле сварки, проще всего сварить прямоугольный (или квадратный) бак, и вварить в него отводы для подвода и отвода воды.
Если бак будет насажен на трубу, то потребуется умение делать потолочный шов, да не какой-нибудь, а такой, чтобы через него не вытекала вода. Если в своих силах не уверены, то доверьте это дело специалисту.
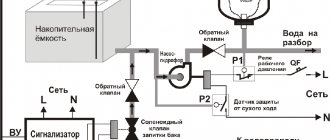
Котел с теплообменником и баком
Заполненный бак нагревается при помощи змеевика, а когда горячая вода будет спускаться ниже уровня, откроется клапан и холодная вода восполнит необходимый уровень.
Если горячая вода не будет сливаться какое-то время, то сработает предохранительный клапан, благодаря которому в баке упадет давление.
При правильном выборе материала и надлежащем подключении в вашей бане будет постоянно поддерживаться необходимый уровень горячей воды, и мытье будет максимально комфортным.
Чем варят нержавейку: доступные способы сваривать, чем лучше, как дома, чем тонкую
страница » О сварке » Сварка нержавейки » Чем варят нержавейку: выбирайте способ по возможностям
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.
Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей «расширяются», при охлаждении — «сужаются».
- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.
Способы
Сваривание конструкций из нержавеющих сталей может проводиться несколькими методами. О том, чем сваривать нержавейку мы расскажем далее.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручное дуговое сваривание с помощью покрытых электродов. Востребованность такой сварки обусловлена тем, что в результате исполнитель получит качественный сварной шов. Когда к соединению не предъявляется каких-либо особых требований, то данный метод будет лучшим решением, нет причин искать альтернативу.
Подбор электрода выполняется в соответствии с маркой основного металла. Расходник должен иметь оптимальный состав обмазки. На рынке присутствует большое разнообразие сварочных материалов, применяющихся для работы с коррозионностойкими сталями. Полный перечень представлен здесь. Сваривание, чаще всего производится на постоянном токе обратной полярности.
В ролике без подробных разъяснений показано крупным планом, как происходит сварочный процесс.
Вольфрамовыми электродами
Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Данный метод применяется для работы с тонким металлом, когда к соединению предъявляются повышенные требования по надежности. Также шов должен соответствовать особым условиям.
Вольфрамовые стержни помимо этого отлично подойдут для сваривания нержавеющих труб, применяющихся для транспортировки жидкостей. В таком случае процесс осуществляется в среде аргона, с применением постоянного тока прямой полярности.
В ролике наглядно показан процесс TIG-сварки трубы.
Более подробная информация о сварке коррозионностойких сталей различными видами прутков представлена в статье «Сварка нержавейки электродами».
О том, чем сварить нержавейку, за исключением электродов, будет рассказано далее.
Полуавтоматическая сварка в аргоне
Полуавтоматическая сварка в аргоне применяется, чтобы получить качественное соединение и добиться высокой производительности. Для этого следует использовать сварочные полуавтоматы. Нержавеющая проволока для данного метода сваривания производится в соответствии с нормами ГОСта.
Выделяют несколько видов проволоки: универсальная, легированная, омедненная, с флюсом, порошковая, стальная или алюминиевая.
Сварочный процесс начинается с предварительной подготовки. Исполнителю нужно настроить режим работы сварочного полуавтомата: сила тока, напряжение и скорость подачи проволоки. Для металла толщиной менее 3 мм., оптимальная сила тока составляет от 120 до 145 А. Скорость движения проволоки — 900 м/ч. При этом используется постоянный ток обратной полярности.
Рабочую поверхность следует очистить, например щеткой для металла.
Затем начинается основный этап работ. Исполнитель включает переключатель, подающий проволоку. После зажигается дуга. Если используется плавящаяся проволока, то для возбуждения дуги нужно прикоснуться к металлу. Осуществлять движения сопла горелки необходимо исключительно в одном направлении, не нужно допускать поперечных движений. Оптимальным вариантом является сваривание изделий на высокой скорости однослойным швом.
В ролике варит не вполне уверенный сварщик, но представление о процессе получить вполне можно.
Если у исполнителя возникает вопрос: чем варить нержавейку 2мм, то данный метод будет отличным вариантом.
Лазерная
Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Коррозионностойкие стали свариваются лазером только встык, так как соединение внахлест создает термические напряжения, которые отрицательно сказываются на общей прочности изделия.
Преимущества данного метода: отсутствие снижения прочности в зоне отпуска; исключение появления термических трещин; быстрота и точность воздействия лазерного луча не допускает возникновения оксидной пленки. Главной особенностью метода является более быстрое остывание сварного шва.
Плазменная
Выделяют ручную и автоматическую плазменную сварку. Ручное сваривание осуществляется с помощью дуги, формирующейся между электродом и основным металлом. Другое название ручного метода — микро-плазма или мини-плазма. Сварочный процесс выполняется на переменном токе от 0,1 до 15 А. Данный метод предназначен для исполнителей, которым нужно варить тонкую нержавейку. Также существует техника «беспучкового сопла» с напряжением 15-100 А.
Лучевой поток при автоматической сварке производится с помощью плазмотрона. Воздействие переменного тока выше 100 А и потока газа создает мощный пучок плазмы.
Достоинства: стабильность и «жесткость» дуги позволяют контролировать энергозатраты; узкая околошовная зона; достаточно ускоренный темп сваривания; возможность изменять расстояние между соплом и рабочей поверхностью без отрицательного влияния на качество шва. Подробнее о плазменной сварке здесь.
Посмотрите, как можно варить небольшим плазменным аппаратом.
Рекомендации мастеров
Мы собрали несколько советов от профессиональных сварщиков. Они пригодятся новичкам и дачным умельцам.
В качестве материала лучше использовать нержавеющую сталь марки 8-12Х18Н10 или AISI 430 08Х17. Эти марки лучше всего подходят для хранения воды, в том числе длительного. Однако, перед зимой воду все же лучше слить.
Перед сваркой бака для воды из нержавейки, необходимо определиться с его объемом и исходя из этого сделать чертеж. Для бани будет достаточно бака до 60 литров на двух-трех человек. В среднем на одного человека необходимо около 20-30 литров воды.
Если варите бак для хозяйственных нужд, то лучше запастись объемом от 100 литров. 200 литров в самый раз для полива огородов и сбора дождевой воды.
Лучше отказаться от идеи сварить бак для воды из алюминия. В домашних условиях непросто сделать герметичные качественные швы. Нержавейку тоже непросто варить, то эта задача вполне выполнима. А вот для работы с алюминием вам понадобится опыт и хороший сварочный аппарат.
В зависимости от размеров бака и вашего опыта весь процесс может занять от пары часов до нескольких дней. Если вы раньше никогда не варили, лучше потренируйтесь на ненужных кусках металла. Ведь нержавеющая сталь — это далеко не дешевый материал. И вряд ли вы обрадуетесь, если по незнанию сварите бак с дефектными швами, и он окажется непригодным к использованию.
Особенности эксплуатации баков насадного типа
Цилиндрические емкости, или «самовары», работают в самых тяжелых условиях высокой температуры. Стенка дымохода может нагреваться до 500-600 о С. Металл стенок перегорает в окалину, что называется, до дыр. В этом случае использование трубы из нержавейки на бак для бани можно считать наилучшим вариантом.
Нижняя часть бака представляет собой металлический стакан, которым емкость одевается на фланец каменки. Это наиболее нагруженная часть конструкции. Помимо высокой температуры стенок, на нижнюю часть корпуса из нержавейки давит масса самого бака и запаса воды. Плюс ко всему, на раскаленный стакан больше всего попадает кипятка и пара от камней. Черный металл в подобных условиях перегорает в ржавую труху за несколько месяцев, поэтому при выборе определенной модели бака обращайте внимание именно на донную часть емкости, толщина металла в этом месте должна быть не менее 1,5 мм.
Обязательно при выборе и осмотре баков из нержавейки для печи в баню необходимо обращать внимание на качество сварных швов на днище емкости. Сама по себе донная часть емкости баков известных финских и шведских производителей выполняется из более толстого металла или усиливается ребрами жесткости. Кроме того, сварочные швы на стыке внутренней трубы, днища и наружных стенок должны быть ровными и непрерывистыми, это говорит о высоком качестве сварки.
Если емкость под горячую воду, изготовленную из нелегированной стали, нередко специально не заливают водой до момента розжига и полной растопки каменки, для того чтобы ускорить процесс набора температуры, то в случае с нержавейкой такой «трюк» может обернуться лопнувшей стенкой или продавленным дном. Легированная сталь обладает низкой теплопроводностью и высоким коэффициентом теплового расширения, поэтому при «сухом» нагреве в стакане и донной части из нержавейки возникают сильнейшие напряжения.
Если случилась подобная ситуация, то лить воду внутрь емкости из легированной стали нельзя, нужно заглушить топку и дать баку из нержавейки остыть хотя бы до 50-60 о С.
Применение сварных металлоемкостей.
При помощи электронно-лучевой сварки можно сварить конические и цилиндрические оболочки, а также выполнять сварочные работы на емкостях, диаметр которых составляет до 800 см. в отличие от дуговой сварки электронно-лучевой способ позволяет уменьшить число остаточных деформаций, ширину зоны температурного воздействия и увеличить сопротивление швов.
Сварка должна быть отличного качества, надежная и выполняться согласно утвержденного проекту, а контроль на каждом этапе производства гарантирует безопасность и долговечность сварных емкостей. Сварка может быть ручная, полуавтоматическая и автоматическая. При ручной сварке все работы выполняются вручную, а при полуавтоматической подача материала в зону дуги осуществляется сварочной установкой.
При автоматической сварке все работы выполняются сварочной установкой, которая представляет собой источник питания в сочетании с разными элементами для подвода в зону дуги. Применение инновационного полуавтоматического и автоматического сварочного оборудования позволяет не только сократить время выполнения работ и минимизировать затраты, но и достичь высокого качества сварных швов.
Изготовление сварных емкостей является достаточно сложным и трудоемким процессом, который состоит из нескольких этапов. На первоначальном этапе специалисты выполняют входной контроль используемых материалов и подбирают необходимую марку стали. Для стальных емкостей используются устойчивые к коррозии марки стали, толщина листов которых составляет 0,5-1 см.
На втором этапе выполняется изготовление стенок, люков, торцевых элементов и патрубков, а также опор и колодцев из металла. На следующем этапе проводится сборка емкости и антикоррозийная обработка. Последовательность технологических операций зависит от нескольких параметров, к которым относится марка стали, толщина проката и вид сварочного шва.
- с понтоном и стационарной крышей. Основной задачей понтона является уменьшение скорости насыщения парами хранимого вещества;
- без понтона и со стационарной крышей. Применяются для хранения веществ с низкой летучестью и легковоспламеняемых продуктов;
- с плавающей крышей. Защитная кровля уменьшает испарение продукта, а ее плавучесть обеспечивают герметичные короба;
- цилиндрические с защитной стенкой. Предназначены для установки недалеко от жилых домов и водоемов, обеспечивая безопасность окружающей среды.
Стальные горизонтальные емкости применяются для хранения воды, нефтепродуктов, смазочных материалов, спиртов и пищевых продуктов, объем которых составляет до 100 куб. м., а для больших объемов используются вертикальные резервуары. Стоимость горизонтальных емкостей зависит от марки используемой стали, толщины элементов конструкции.
Горизонтальные емкости бывают одностенные и двустенные наземного и подземного расположения, причем пространство между стенками заполняется азотом или жидкостью. Сварные емкости могут быть односекционные и многосекционные, причем в последних можно хранить разные виды жидкостей.
Для многих жителей многоэтажек не известны проблемы владельцев частных домов. К примеру, сварка бака для наполнения водой может вызвать у городских жителей лишь ироническую усмешку. А между тем вопрос не праздный. Актуальность проблемы заключается в вопросе, по какому пути пойти – заказать готовое изделие или сварить самостоятельно ёмкость для воды.
Не секрет, что сегодня купить бак для воды не составит никакого труда, однако если вы хотите сэкономить некоторую сумму денег, то можете сварить емкость для воды нужного размера своими руками.
Мы сварим бак для воды из металла с использованием столярного стола, а также металлических листов стандартного размера 2500x1250x2 мм. Их необходимо будет разрезать пополам при помощи пилы-болгарки.
Когда вы свариваете бак для воды своими руками, могут возникнуть сложности с обеспечением перпендикулярности ребер и граней бака. Чтобы избежать таких проблем, вам будет достаточно использовать четыре уголка 30–40 мм.
Важно
Они прикручиваются по верхним углам куба. После этого можно начинать непосредственно сваривать бак из металла: боковые грани привариваются к днищу, а затем и вертикальные ребра.
Все восемь ребер привариваются снаружи и изнутри.
Для того, чтобы на бак установилась крышка, вы можете закрепить уголки. Также они будут придавать верхним ребрам сваренного бака для воды жесткость.
После того, как вы сварили емкость для воды, необходимо позаботиться об удобстве и безопасности. В 10 мм от верхнего края вы можете просверлить специальные отверстия, через которые будет уходить лишняя жидкость.
А чтобы сваренный бак под воду не проржавел изнутри, его можно покрыть специальной пищевой краской. Она не будет портить воду и в то же время защитит металл.
Швы, по которым вы сварили бак под воду, рекомендуется прокрасить несколько раз, ведь именно эти места больше всего подвержены ржавлению и коррозии.
Вы можете модифицировать готовый бак под свои нужды: приделать к нему колеса, просверлить отверстие для вывода воды в днище, прикрепить трубки к бокам. Выполнение этих операций не составит особого труда.
Как видите, чтобы сварить бак под воду своими руками, нужно обладать определенными навыками, к тому же требуется наличие специальных инструментов и оборудования.
Поэтому правильным решением будет доверить эту работу профессионалам.
Опытные специалисты нашей компании качественно и в самые короткие сроки изготовят любые баки для самых разных нужд из различных металлов и по доступным ценам. Все изделия проходят строгий контроль качества.
Аргонно-Дуговая сварка
| Наименование работ | Цена, руб |
| Сварка алюминиевой медной трубки диаметром до 10мм | От 300 |
| Сварка алюминиевой медной трубки диаметром более 10мм | От 500 |
| Сварочный шов до 100 мм | от 20 за 10мм |
| Сварочный шов более 100 мм | Договорная |
| Двойной сварочный шов до 100мм | от 20 за 10мм |
| Двойной сварочный шов более 100мм | Договорная |
| Сварка поддона двигателя | От 1000 |
| Сварка коллектора двигателя | От 700 |
| Сварка блока двигателя | От 1500 |
| Сварка головки блока | От 1700 |
| Сварка крышки ГБЦ | От 500 |
| Сварка корпуса КПП | От 1200 |
| Сварка деталей подвески | От 300 |
| Сварка радиатора | От 500 |
| Сварка любых других деталей | Договорная |
Предлагаем ознакомиться Сколько воды нужно яблоне
Цены на пайку цветных металлов (алюминий, медь, титан и их сплавы)
| Наименование работ | Цена, руб |
| Пайка 1 отверстия до 10 мм | 500 |
| Пайка радиатора сота 1 повреждение | 500 |
| Пайка радиатора сота 1 и более повреждений | 300 за 1 повреждение |
| Пайка медный трубок | От 300 |
| Пайка деталей бытовой техники | Договорная |
| Пайка алюминиевой трубки | От 300 |
Цены на сварочные работы (Полуавтомат, кемпи)
| Наименование работ | Цена, руб |
| Сварочный шов до 100 мм | от 5 |
| Сварочный шов более 100 мм | Договорная |
| Сварка труб глушителя | От 500 |
| Мелкие сварочные работы | Договорная |
Советы специалистов
Если вы всё же решились самостоятельно выполнить задуманное, следует учесть, что наиболее подходящими марками стали для хранения воды в этом случае будут 08Х17 (aisi 430) и 8-12Х18Н10 (304).
Что касается объёма нержавеющей конструкции, в бане, рассчитанной на 2-3 человек, целесообразнее устанавливать бак для воды от 50 до 80 литров. По формуле 25-30 литров воды на одного посетителя.
Производственники обычно предлагают для баков листы толщиной 1 мм. При самостоятельной сварке рекомендуется использовать листы толщиной 1,2-1,8 мм. Варианты конструкций могут быть разными по размерам и форме.
Сварка баков для воды из алюминия – процесс сложный, требующий от мастера практических навыков работы с этим металлом, пониманию чертежей и двух рук, которые дружат с инструментом.